Металло-торговая компания
УРАЛМЕТ
прямые поставки металлопроката
по России и ближнему зарубежью
прямые поставки металлопроката
по России и ближнему зарубежью
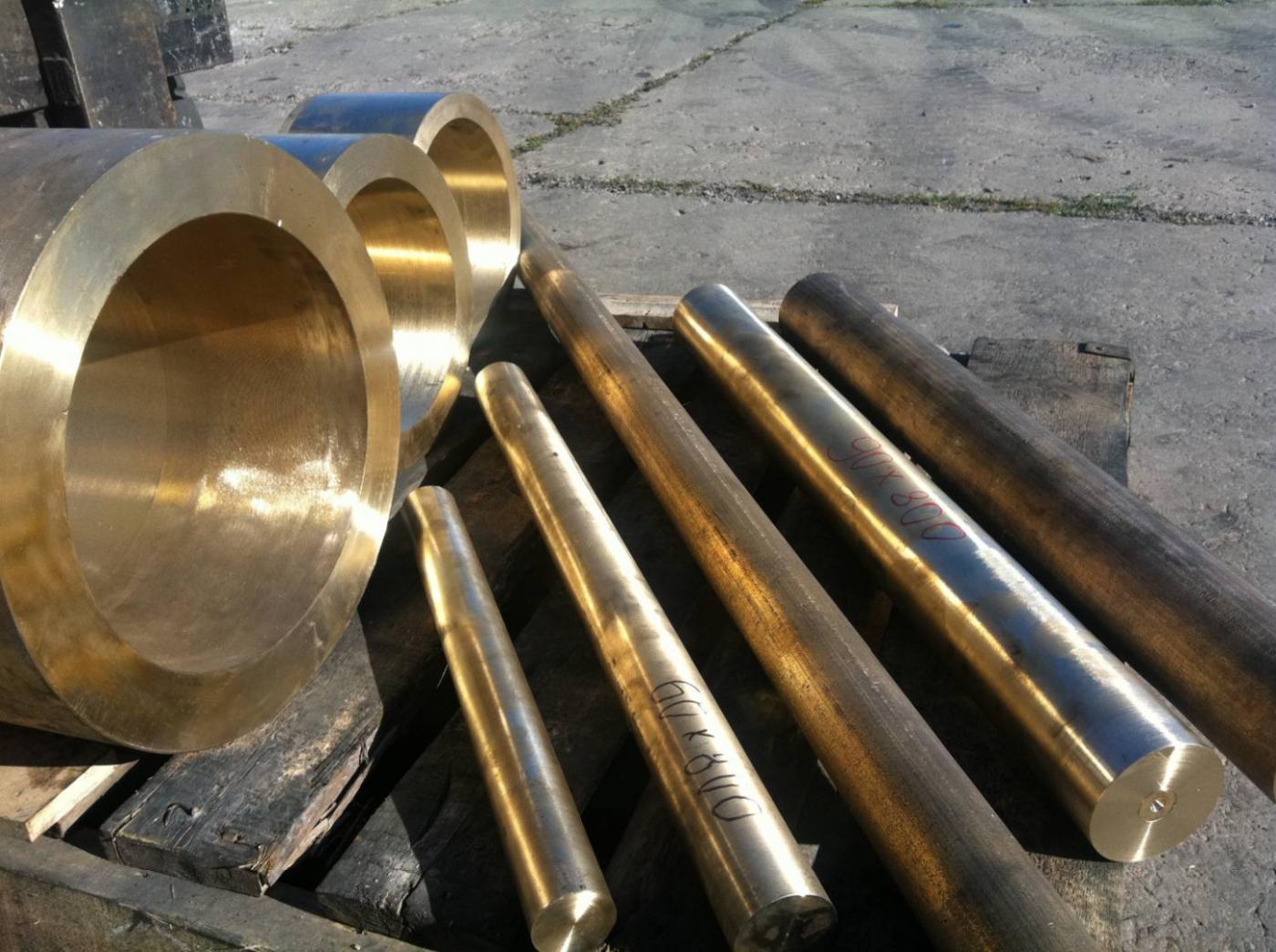
Компания ООО «МТК «УРАЛМЕТ» предлагает услуги по производству литейных прутков, втулок, кольца и полукольца, вкладыши (литейных заготовок) по технологии литья в кокиль и центробежного литья с предварительной механической обработкой:
Бронза: БрОЦС3-12-5, БрОЦСН3-7-5-1, БрОЦС4-7-5, БрОЦС4-4-17, БрОЦС5-5-5, БрОС5-25, БрОЦС6-6-3, БрОЦ8-4, БрОФ10-1, БрОЦ10-2, БрОС10-10, БрОФ8-0,3, БрОФ7-0,2, БрОФ6,5-0,4, БрОЦ4-3, БрОЦ4-3, БрОЦС4-4-4, БрС30, БрНХК, БрХ1, БрКМц3-1, БрМц 5, БрКН1-3.
Латунь: ЛЦ40С, ЛЦ40Мц1,5, ЛЦ40Мц3Ж, ЛЦ38Мц2С2, ЛЦ37Мц2С2К, ЛЦ25С2, ЛЦ23Ж3Мц2.
Медь: М1-М3
Чугун: АЧС-1, СЧ10-30
Преимущества технологии:
Способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
Наибольшее применение центробежное литьё находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
По сравнению с литьём в неподвижные формы центробежное литьё имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок, выход годного. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.









Россия, Свердловская область
620030, г. Екатеринбург
переулок Выходной, дом 5, корп. 11, кв. 1
ИНН 6685071811
КПП 668501001
ОГРН 1146685031745
ООО «МТК «УРАЛМЕТ»